


清远采购全自动绕线机厂家
的电气系统有着复杂的控制程序和高精度的执行元件,许多高科技含量的电气元件不断被使用到绕线机上使设备的性能不断得到提升,以适应现代线圈的绕制要求,那么如此绕制线圈一定是没有问题的,其实不然,有许多客户在买了绕线机以后发现绕制的线圈表面不够平整还有垫线等现象。首先是绕线机的程序设定,在购买绕线机以后用户应熟悉绕线机的功能和性能特点,对设备功能设定熟悉以后先从简单的线圈绕制开始,一步步掌握设备的设置技巧和应用

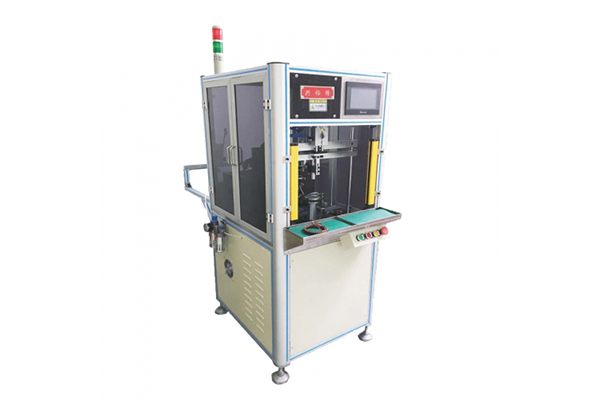
安全防护装置系统基于JG系列环形绕线机设计,通过实地考察以及对操作人员交谈后发现:工人操作此系列环形绕线机时是将未绕线铁芯放入3个滚动轮中,具体操作是打开储线环本体燕尾锁条,将储线环开口活动段分开,让额外绕线铁芯中心空位穿越绕线环开口部分;然后锁上锁条,踩下脚踏开关,使储线环转动,其最高转速可达700r/min,中途需用手将绕线铁芯中的线头拔到另一边去。由于转速过快,工人需要很快的速度而手链的动作去操作

一、整机复位法:一般情况下的由于瞬时故障引起的整机错误,可用硬件复位或开关系统电源依次来清除故障,若系统工作存储区由于电压不稳,拔插线路板或整流开关电源欠压造成混乱,则必须对系统进行初始化清除。二、绕线机编制试运行程序法:编制一段合理的程序并运行成功是确定整机系统功能完好与否的依据,一些绕线参数设定错误就可能造成系统的故障或某功能无效,对此可以采用编制试运行程序进行检查,改正用户程序的错误,以确保其正常运行。

高精度化技能提高全自动绕线机的运行精度,一样平常可议决淘汰数控体系的误差和接纳呆板前瞻性的误差补偿技能来实现。在淘汰CNC体系控制误差方面,通常采取提高数控体系的辨别率,提高位置检测精度的要领。然而在高速、高精绕线的环境下,在线动态测量和补偿存在着高精度与大量程多少量之间的抵牾,是传统检测要领难以完成的。在全自动绕线机误差补偿技能方面,比年来对配置热变形误差补偿和空间误差综合补偿技能的研究已成为全行业范畴的研究课题。
一、 停车参数的合理设置,的运行过程是由低速—高速—低速切换运行的,在正常加工运行时主轴都是带有一定负载的,高速运行加上一定的负载使设备产生较大的机械冲击,主轴停车时必须有一段减速的过程,在大部分的设备控制器中都设有停止慢车功能,该功能的作用是设备从高速到停车状态的一个减速参数,高速运行或者负载较大的工况需要将该值设置的大一些,结合实际绕线工艺合理设定该值。二、刹车器工作异常,刹车器在绕线机中属于损耗件


